
4Cr5Mo2V ಡೈ ಕಾಸ್ಟಿಂಗ್ ಡೈ ಸ್ಟೀಲ್ನ ಉಷ್ಣ ಹಾನಿ ಪ್ರತಿರೋಧದ ಮೇಲೆ ಡ್ರಿಲ್ ಮತ್ತು ನಿಕಲ್ನ ಪರಿಣಾಮ

4Cr5 Mo2V ಸಾಮಾನ್ಯವಾಗಿ ಬಳಸುವ ಡೈ-ಕಾಸ್ಟಿಂಗ್ ಡೈ ಸ್ಟೀಲ್ ಆಗಿದೆ. ಡೈ-ಕಾಸ್ಟಿಂಗ್ ಅಲ್ಯೂಮಿನಿಯಂ ಮಿಶ್ರಲೋಹದ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ, ಕರಗಿದ ಅಲ್ಯೂಮಿನಿಯಂನ ಸವೆತ ಮತ್ತು ಅಂಟಿಕೊಳ್ಳುವಿಕೆಯಿಂದಾಗಿ, ಅಚ್ಚು ಉಷ್ಣದ ಆಯಾಸ ಮತ್ತು ಉಷ್ಣ ಕರಗುವಿಕೆಯಂತಹ ಉಷ್ಣ ಹಾನಿಯನ್ನು ಅನುಭವಿಸುತ್ತದೆ, ಇದರ ಪರಿಣಾಮವಾಗಿ ಅದರ ಗಡಸುತನ ಕಡಿಮೆಯಾಗುತ್ತದೆ ಮತ್ತು ಅಕಾಲಿಕ ವೈಫಲ್ಯವೂ ಆಗುತ್ತದೆ.
ನಿಕ್ಕಲ್ ಅಥವಾ ಶುಷ್ಕತೆಯಿಂದ ಅಲ್ಯೂಮಿನಿಯಂ ಮಿಶ್ರಲೋಹ ಡೈ-ಕಾಸ್ಟಿಂಗ್ ಅಚ್ಚುಗಳ ಉಷ್ಣ ಹಾನಿ ಪ್ರತಿರೋಧವನ್ನು ಸುಧಾರಿಸಬಹುದೇ ಎಂದು ಅಧ್ಯಯನ ಮಾಡಲು, 4Cr5 Mo2V ಸ್ಟೀಲ್ ಮತ್ತು 4C Ni ಮತ್ತು 5% Co (ಸಾಮೂಹಿಕ ಭಿನ್ನರಾಶಿ) ಹೊಂದಿರುವ 2Cr1Mo1V ಸ್ಟೀಲ್ ಟೆಸ್ಟ್ ಬ್ಲಾಕ್ಗಳನ್ನು ತಯಾರಿಸಲಾಯಿತು, ಮತ್ತು ನಂತರ ಅವುಗಳನ್ನು ಕೆತ್ತಲಾಗಿದೆ ತಣಿಸುವ ಮತ್ತು ಉದ್ವೇಗ. ಡೈ-ಕಾಸ್ಟಿಂಗ್ ಅಚ್ಚಿನ ಸ್ಥಿರ ಡೈನಲ್ಲಿ, 12 of ತಾಪಮಾನವನ್ನು ಹೊಂದಿರುವ ಎಡಿಸಿ 800 ಅಲ್ಯೂಮಿನಿಯಂ ಮಿಶ್ರಲೋಹವನ್ನು ತರುವಾಯ 200 ರಿಂದ 1,000 ಬಾರಿ ಡೈ-ಕ್ಯಾಸ್ಟೆಡ್ ಮಾಡಲಾಯಿತು, ಮತ್ತು ಟೆಸ್ಟ್ ಬ್ಲಾಕ್ನ ಸ್ಥೂಲ ರೂಪವಿಜ್ಞಾನ ಮತ್ತು ಮೇಲ್ಮೈ ಗಡಸುತನವನ್ನು ಪರೀಕ್ಷಿಸಲಾಯಿತು.
ಡೈ-ಕಾಸ್ಟಿಂಗ್ ಅಲ್ಯೂಮಿನಿಯಂ ಮಿಶ್ರಲೋಹವನ್ನು 1,000 ಬಾರಿ ನಂತರ, 4Cr5Mo2V ಸ್ಟೀಲ್ ಟೆಸ್ಟ್ ಬ್ಲಾಕ್ ಅಲ್ಯೂಮಿನಿಯಂಗೆ ಹೆಚ್ಚು ತೀವ್ರವಾಗಿ ಅಂಟಿಕೊಂಡಿದೆ ಮತ್ತು ಕೆಲವೇ ಕೆಲವು ನಿವ್ವಳ ತರಹದ ಬಿರುಕುಗಳನ್ನು ಉತ್ಪಾದಿಸುತ್ತದೆ ಎಂದು ಫಲಿತಾಂಶಗಳು ತೋರಿಸುತ್ತವೆ; ನಿ-ಹೊಂದಿರುವ ಸ್ಟೀಲ್ ಟೆಸ್ಟ್ ಬ್ಲಾಕ್ ಅಲ್ಯೂಮಿನಿಯಂಗೆ ಸ್ವಲ್ಪ ಅಂಟಿಕೊಂಡಿದೆ, ಮತ್ತು ಸಹ-ಒಳಗೊಂಡಿರುವ ಸ್ಟೀಲ್ ಟೆಸ್ಟ್ ಬ್ಲಾಕ್ ಅಲ್ಯೂಮಿನಿಯಂಗೆ ಕನಿಷ್ಠ ಅಂಟಿಕೊಂಡಿದೆ, ಇದು 1% Co 4Cr5Mo2V ಉಕ್ಕಿನ ವಿಷಯವು ಡೈ-ಎರಕಹೊಯ್ದ ಅಲ್ಯೂಮಿನಿಯಂ ಮಿಶ್ರಲೋಹಗಳಿಗೆ ಉತ್ತಮ ಉಷ್ಣ ಹಾನಿ ಪ್ರತಿರೋಧವನ್ನು ಹೊಂದಿದೆ ಎಂದು ಸೂಚಿಸುತ್ತದೆ. ಇದಲ್ಲದೆ, ಡೈ-ಕಾಸ್ಟಿಂಗ್ ಅಲ್ಯೂಮಿನಿಯಂ ಮಿಶ್ರಲೋಹಕ್ಕೆ ಮುಂಚಿನ ಗಡಸುತನಕ್ಕೆ ಹೋಲಿಸಿದರೆ, 1,000 ಪಟ್ಟು ಡೈ-ಕಾಸ್ಟಿಂಗ್ ನಂತರ, 4Cr5Mo2V ಉಕ್ಕಿನ ಮೇಲ್ಮೈ ಗಡಸುತನ, ನಿಕಲ್-ಒಳಗೊಂಡಿರುವ ಮತ್ತು ಒಣಗಿದ 4Cr5Mo2V ಉಕ್ಕಿನ ಮಾದರಿಗಳು 2.8, 1.8 ಮತ್ತು 1.4 HRC ಯಿಂದ ಕಡಿಮೆಯಾಗಿದೆ, ಅಂದರೆ, ಬಹು ಡೈ-ಕಾಸ್ಟಿಂಗ್ ಅಲ್ಯೂಮಿನಿಯಂ ಮಿಶ್ರಲೋಹಗಳು. ನಿಕಲ್-ಒಳಗೊಂಡಿರುವ ಮತ್ತು ಒಣ 4Cr5Mo2V ಉಕ್ಕಿನ ಮೇಲ್ಮೈ ಗಡಸುತನದ ಮೇಲೆ ವ್ಯತಿರಿಕ್ತ ಪರಿಣಾಮವು 4Cr5Mo2V ಉಕ್ಕಿನ ಪ್ರಮಾಣಕ್ಕಿಂತ ಕಡಿಮೆಯಾಗಿದೆ, ಇದು Co ಮತ್ತು Ni ಯ ಘನ ಪರಿಹಾರ ಬಲಪಡಿಸುವ ಪರಿಣಾಮಕ್ಕೆ ಸಂಬಂಧಿಸಿದೆ, ಇದು ಅಲ್ಯೂಮಿನಿಯಂ ದ್ರವ ಸವೆತ ಪ್ರತಿರೋಧವನ್ನು ಸುಧಾರಿಸಲು ಪ್ರಯೋಜನಕಾರಿಯಾಗಿದೆ ಅಚ್ಚು ಮತ್ತು ಅಚ್ಚು ಉಷ್ಣ ಹಾನಿಗೆ ಕಡಿಮೆ ಒಳಗಾಗುತ್ತದೆ.
ಅಲ್ಯೂಮಿನಿಯಂ ಮಿಶ್ರಲೋಹ ಡೈ-ಕಾಸ್ಟಿಂಗ್ ಒಂದು ಸಂಕೀರ್ಣವಾದ ಅಧಿಕ-ತಾಪಮಾನ ಮತ್ತು ಅಧಿಕ-ಒತ್ತಡದ ಪ್ರಕ್ರಿಯೆಯಾಗಿದೆ. ಅಲ್ಯೂಮಿನಿಯಂ ಮಿಶ್ರಲೋಹ ಡೈ-ಕಾಸ್ಟಿಂಗ್ ಅಚ್ಚುಗಳ ಉಷ್ಣ ಹಾನಿ (ಉಷ್ಣ ಆಯಾಸ ಮತ್ತು ಉಷ್ಣ ನಷ್ಟ ಸೇರಿದಂತೆ) ಕಾರ್ಯಕ್ಷಮತೆಯ ಮೇಲೆ ಪರಿಣಾಮ ಬೀರುವ ಹಲವು ಅಂಶಗಳಿವೆ. ಅವುಗಳಲ್ಲಿ, ಹಾಟ್-ವರ್ಕ್ ಡೈ ಸ್ಟೀಲ್ನ ಸಂಯೋಜನೆಯು ವಿಶೇಷವಾಗಿ ಮುಖ್ಯವಾಗಿದೆ.
ಸಾಮಾನ್ಯ ಸಂದರ್ಭಗಳಲ್ಲಿ, ಕ್ರ್ಯಾಕಿಂಗ್ ಮತ್ತು ಪ್ಲಾಸ್ಟಿಕ್ ವಿರೂಪತೆಯಿಂದಾಗಿ ಡೈ ಕಾಸ್ಟಿಂಗ್ ಡೈನ ವೈಫಲ್ಯವನ್ನು ತಪ್ಪಿಸಬಹುದು. ಅಚ್ಚು ಕ್ರ್ಯಾಕಿಂಗ್ ಸಾಮಾನ್ಯವಾಗಿ ಆಕಸ್ಮಿಕ ಯಾಂತ್ರಿಕ ಓವರ್ಲೋಡ್ ಅಥವಾ ಥರ್ಮಲ್ ಓವರ್ಲೋಡ್ನಿಂದ ಉಂಟಾಗುತ್ತದೆ, ಇದರ ಪರಿಣಾಮವಾಗಿ ತೀವ್ರ ಒತ್ತಡ ಸಾಂದ್ರತೆಯಾಗುತ್ತದೆ. ಡೈ-ಕಾಸ್ಟಿಂಗ್ ಅಚ್ಚುಗಳ ಆರಂಭಿಕ ಉಷ್ಣ ಆಯಾಸ ಕ್ರ್ಯಾಕಿಂಗ್ ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ನಷ್ಟ (ಮೇಲ್ಮೈ ಉಷ್ಣ ಹಾನಿ) ಮುಖ್ಯ ವೈಫಲ್ಯ ವಿಧಾನಗಳಾಗಿವೆ, ಮತ್ತು ಇವೆರಡೂ ಪರಸ್ಪರರ ಮೇಲೆ ಪರಿಣಾಮ ಬೀರುತ್ತವೆ. 4Cr5Mo2V ಸ್ಟೀಲ್ ವ್ಯಾಪಕವಾಗಿ ಬಳಸಲಾಗುವ ಹಾಟ್ ವರ್ಕ್ ಡೈ ಸ್ಟೀಲ್ ಆಗಿದ್ದು, ಉತ್ತಮ ಉಡುಗೆ ಪ್ರತಿರೋಧ ಮತ್ತು ಪ್ಲಾಸ್ಟಿಕ್ ವಿರೂಪ ಪ್ರತಿರೋಧವನ್ನು ಹೊಂದಿದೆ. ಡ್ರಿಲ್ ಮತ್ತು ನಿಕ್ಕಲ್ ಅನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ಮಿಶ್ರಲೋಹ ಅಂಶಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ, ಇದು ಉಕ್ಕಿನ ಶಕ್ತಿ ಮತ್ತು ಗಡಸುತನವನ್ನು ಪರಿಣಾಮಕಾರಿಯಾಗಿ ಹೆಚ್ಚಿಸುತ್ತದೆ ಮತ್ತು ಉಷ್ಣ ಹಾನಿಯನ್ನು ಪ್ರತಿರೋಧಿಸುವ ಮೇಲೆ ಒಂದು ನಿರ್ದಿಷ್ಟ ಪರಿಣಾಮವನ್ನು ಬೀರುತ್ತದೆ. ಆದ್ದರಿಂದ, 4Cr5Mo2V ಸ್ಟೀಲ್, 4C Ni ಮತ್ತು 5% Co (2 ಸಾಮೂಹಿಕ ಭಿನ್ನರಾಶಿ, ಅದೇ ಕೆಳಗೆ) ಹೊಂದಿರುವ 1Cr1MoXNUMXV ಅನ್ನು ಅಧ್ಯಯನ ಮಾಡಲಾಗುತ್ತದೆ. ಕರಗಿದ ಅಲ್ಯೂಮಿನಿಯಂ ಹಾನಿಗೆ ಉಕ್ಕಿನ ಪ್ರತಿರೋಧವು ನಿಜವಾದ ಉತ್ಪಾದನೆಗೆ ಮಾರ್ಗದರ್ಶನ ನೀಡಲು ಹೆಚ್ಚಿನ ಮಹತ್ವದ್ದಾಗಿದೆ.
ಆದಾಗ್ಯೂ, ಬಾಯಿಯ ಮೊದಲು ಡೈ-ಕಾಸ್ಟಿಂಗ್ ಡೈ ಸ್ಟೀಲ್ನ ಉಷ್ಣ ಹಾನಿಯನ್ನು ಅಧ್ಯಯನ ಮಾಡುವ ಹೆಚ್ಚಿನ ವಿಧಾನಗಳು ತಾಪನ ಮತ್ತು ತಂಪಾಗಿಸುವಿಕೆಯನ್ನು ಅನುಕರಿಸುವುದು. ಡೈ ಸ್ಟೀಲ್ ಮಾದರಿಯು ಕರಗಿದ ಅಲ್ಯೂಮಿನಿಯಂ ಅನ್ನು ನೇರವಾಗಿ ಸಂಪರ್ಕಿಸುವುದಿಲ್ಲ, ಮತ್ತು ಕರಗಿದ ಅಲ್ಯೂಮಿನಿಯಂನ ಸ್ಕೌರಿಂಗ್ ಪರಿಣಾಮವನ್ನು ಒಳಗೊಂಡಿರುವುದಿಲ್ಲ, ಉದಾಹರಣೆಗೆ ಡೈ ಸ್ಟೀಲ್ ಮಾದರಿಯ ನೇರ ಇಂಡಕ್ಷನ್ ತಾಪನ. -ಎ. ಈ ಕಾಗದದಲ್ಲಿ, ಎಡಿಸಿ 12 ಅಲ್ಯೂಮಿನಿಯಂ ಮಿಶ್ರಲೋಹದ ಡೈ-ಕಾಸ್ಟಿಂಗ್ ಪರೀಕ್ಷೆಯನ್ನು ನಡೆಸಲು ಮೂರು-ಘಟಕ ಅಚ್ಚು ಉಕ್ಕಿನ ಪರೀಕ್ಷಾ ಬ್ಲಾಕ್ಗಳನ್ನು ತಯಾರಿಸಿ ಡೈ-ಕಾಸ್ಟಿಂಗ್ ಅಚ್ಚಿನಲ್ಲಿ ಹುದುಗಿಸಲಾಗಿದೆ. ಕರಗಿದ ಅಲ್ಯೂಮಿನಿಯಂನ ಹಾನಿ ಕಾರ್ಯಕ್ಷಮತೆ.
1. ಪರೀಕ್ಷಾ ವಸ್ತುಗಳು ಮತ್ತು ವಿಧಾನಗಳು
1.1 ಪರೀಕ್ಷಾ ವಸ್ತುಗಳು
4Cr5Mo2V ಉಕ್ಕಿನ ರಾಸಾಯನಿಕ ಸಂಯೋಜನೆ, 4% Ni ಹೊಂದಿರುವ 5Cr2Mo1V ಉಕ್ಕು (ಇನ್ನು ಮುಂದೆ 4Cr5Mo2V + Ni ಸ್ಟೀಲ್ ಎಂದು ಕರೆಯಲಾಗುತ್ತದೆ) ಮತ್ತು 4% Co ಹೊಂದಿರುವ 5Cr2 Mo1V ಉಕ್ಕನ್ನು (ಇನ್ನು ಮುಂದೆ 4Cr5Mo2V + Co ಸ್ಟೀಲ್ ಎಂದು ಕರೆಯಲಾಗುತ್ತದೆ) ಕೋಷ್ಟಕ 1 ರಲ್ಲಿ ತೋರಿಸಲಾಗಿದೆ. ಎಡಿಸಿ 12 ರೊಂದಿಗೆ ಎರಕಹೊಯ್ದ ಅಲ್ಯೂಮಿನಿಯಂ ಮಿಶ್ರಲೋಹದ ರಾಸಾಯನಿಕ ಸಂಯೋಜನೆಯನ್ನು ಟೇಬಲ್ 2 ರಲ್ಲಿ ತೋರಿಸಲಾಗಿದೆ.
| ಕೋಷ್ಟಕ 1 ತನಿಖೆಯ ಡೈ-ಕಾಸ್ಟಿಂಗ್ ಡೈ ಸ್ಟೀಲ್ಗಳ ರಾಸಾಯನಿಕ ಸಂಯೋಜನೆಗಳು (ಸಾಮೂಹಿಕ ಭಾಗ)% | |||||||
| ವಸ್ತು | C | Cr | Mo | V | Co | Ni | Si |
| 4Cr5Mo2V ಸ್ಟೀಲ್ | 0.39 | 4.65 | 2. 21 | 0.46 | - | - | 0. 23 |
| 4Cr5Mo2V + Ni ಸ್ಟೀಲ್ | 0.38 | 4.72 | 2.34 | 0. 51 | - | 1.02 | 0. 21 |
| 4Cr5Mo2V + Co ಸ್ಟೀಲ್ | 0.41 | 4.67 | 2.40 | 0.48 | 1.03 | - | 0. 24 |
| ಎಡಿಸಿ 2 ಅಲ್ಯೂಮಿನಿಯಂ ಮಿಶ್ರಲೋಹದ ಟೇಬಲ್ 12 ರಾಸಾಯನಿಕ ಸಂಯೋಜನೆ% | |||||||||
| ಅಂಶ | Cu | Mg | Mn | Fe | Si | Zn | Ti | Pb | Sn |
| ಗುಣಮಟ್ಟ ಸ್ಕೋರ್ | 1.74 | 0.22 | 0.16 | 0.76 | 10.70 | 0.87 | 0.064 | 0.035 | 0. 010 |
1.2 ಪರೀಕ್ಷಾ ವಿಧಾನ
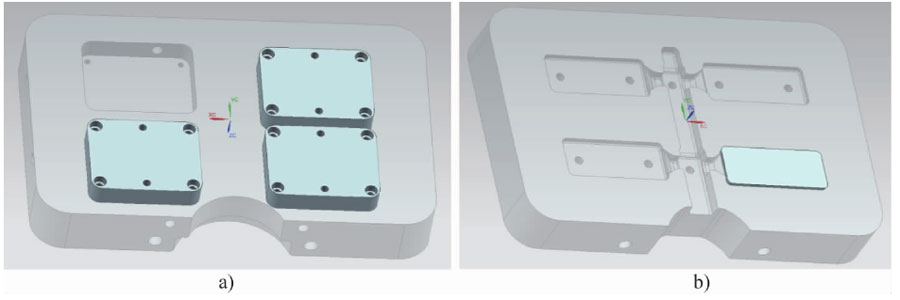
ಚಿತ್ರ 4 ರಲ್ಲಿ ತೋರಿಸಿರುವಂತೆ ಅನೆಲ್ಡ್ 5Cr2Mo4V ಸ್ಟೀಲ್, 5Cr2Mo4V + Ni ಸ್ಟೀಲ್ ಮತ್ತು 5Cr2Mo1V + Co ಸ್ಟೀಲ್ ಅನ್ನು ಟೆಸ್ಟ್ ಬ್ಲಾಕ್ಗಳಾಗಿ ಸಂಸ್ಕರಿಸಲಾಯಿತು. ನಿರ್ವಾತ ತಣಿಸಿದ ನಂತರ, ಅವುಗಳನ್ನು ಎರಡು ಬಾರಿ ಮೃದುಗೊಳಿಸಲಾಯಿತು, ಸುಮಾರು 47 HRC ಗಡಸುತನದಿಂದ ಮತ್ತು ಆಕ್ಸೈಡ್ ಸ್ಕೇಲ್ ಅನ್ನು ತೆಗೆದುಹಾಕಲು ನುಣ್ಣಗೆ ನೆಲವನ್ನು ಹಾಕಲಾಯಿತು.
ಟೆಸ್ಟ್ ಬ್ಲಾಕ್ನ ಗುಂಪು ಸಂಖ್ಯೆಯನ್ನು ಸ್ಥಿರ ಅಚ್ಚಿನ ತೋಪಿನಲ್ಲಿ ಹುದುಗಿಸಲಾಗಿದೆ, ಮತ್ತು ಚಿತ್ರ 2 ರಲ್ಲಿ ತೋರಿಸಿರುವಂತೆ ಡೈ-ಎರಕಹೊಯ್ದ ಅಲ್ಯೂಮಿನಿಯಂ ಮಿಶ್ರಲೋಹದ ಕುಹರವನ್ನು ಚಲಿಸಬಲ್ಲ ಅಚ್ಚಿನಲ್ಲಿ ಹೊಂದಿಸಲಾಗಿದೆ. 500 ಟಿ ಸಮತಲ ಕೋಲ್ಡ್ ಚೇಂಬರ್ ಡೈ-ಕಾಸ್ಟಿಂಗ್ ಯಂತ್ರ ಮತ್ತು ಎಡಿಸಿ 12 ಅಲ್ಯೂಮಿನಿಯಂ ಮಿಶ್ರಲೋಹದ ಹಾಳೆಯ ಡೈ-ಕಾಸ್ಟಿಂಗ್ ಪರೀಕ್ಷೆಗೆ ಸ್ವಯಂ-ವಿನ್ಯಾಸಗೊಳಿಸಿದ ಅಚ್ಚನ್ನು ಬಳಸಲಾಯಿತು, ಮತ್ತು ಅಲ್ಯೂಮಿನಿಯಂ ಮಿಶ್ರಲೋಹವನ್ನು ಮರುಬಳಕೆ ಮಾಡಲಾಯಿತು. ಪರೀಕ್ಷೆಯನ್ನು ವೇಗಗೊಳಿಸಲು ಕರಗಿದ ಅಲ್ಯೂಮಿನಿಯಂನ ಉಷ್ಣತೆಯು 800 ° C ಹೆಚ್ಚಾಗಿದೆ (ಸಾಮಾನ್ಯವಾಗಿ, ಎಡಿಸಿ 12 ಅಲ್ಯೂಮಿನಿಯಂ ಮಿಶ್ರಲೋಹದ ಡೈ ಕಾಸ್ಟಿಂಗ್ ತಾಪಮಾನ (650 120)) C). ಕರಗಿದ ಅಲ್ಯೂಮಿನಿಯಂನ ಉಷ್ಣತೆಯು 800 is ಆಗಿರುವುದರಿಂದ, ಇದು ಫೆ-ಎ 1 ಇಂಟರ್ಮೆಟಾಲಿಕ್ ಸಂಯುಕ್ತದ ಕರಗುವ ಹಂತವನ್ನು ತಲುಪುವುದಿಲ್ಲ, ಇದರ ಪರಿಣಾಮವಾಗಿ ಉಂಟಾದ ಸಂಯುಕ್ತವು ಕರಗಿದ ಅಲ್ಯೂಮಿನಿಯಂನಲ್ಲಿ ಬಿದ್ದ ನಂತರ ಕಲ್ಮಶಗಳಾಗಿರುತ್ತದೆ. ಕರಗಿದ ಅಲ್ಯೂಮಿನಿಯಂ ಅನ್ನು ಪದೇ ಪದೇ ಬಳಸುವುದರಿಂದ ಕಲ್ಮಶಗಳ ಹೆಚ್ಚಳಕ್ಕೆ ಕಾರಣವಾಗುತ್ತದೆ ಮತ್ತು ಅಲ್ಯೂಮಿನಿಯಂ ಬಲಗೊಳ್ಳುತ್ತದೆ. ದ್ರವದ ಸ್ಕೋರಿಂಗ್ ಪರಿಣಾಮ, ಆ ಮೂಲಕ ಪರೀಕ್ಷೆಯನ್ನು ವೇಗಗೊಳಿಸುತ್ತದೆ.
ಡೈ-ಕಾಸ್ಟಿಂಗ್ ಪರೀಕ್ಷೆಯ ನಂತರ, ಟೆಸ್ಟ್ ಬ್ಲಾಕ್ನ ಮೇಲ್ಮೈಯಲ್ಲಿ ಅಲ್ಯೂಮಿನಿಯಂ ಅಂಟಿಕೊಳ್ಳುವಿಕೆಯ ವಿದ್ಯಮಾನವನ್ನು ವೀಕ್ಷಿಸಲು ಸ್ಟಿರಿಯೊ ಮೈಕ್ರೋಸ್ಕೋಪ್ ಅನ್ನು ಬಳಸಲಾಯಿತು; ಅಲ್ಯೂಮಿನಿಯಂ ಅಂಟಿಕೊಳ್ಳುವಿಕೆಯ ಮಟ್ಟವನ್ನು ಮತ್ತು ಟೆಸ್ಟ್ ಬ್ಲಾಕ್ನ ಮೇಲ್ಮೈಯಲ್ಲಿ ಬಿರುಕುಗಳು ಇದೆಯೇ ಎಂಬುದನ್ನು ಮತ್ತಷ್ಟು ಗಮನಿಸಲು ಅಲ್ಟ್ರಾ-ಡೆಪ್ತ್-ಆಫ್-ಫೀಲ್ಡ್ ಮೈಕ್ರೋಸ್ಕೋಪ್ ಅನ್ನು ಬಳಸಲಾಯಿತು.
2. ಪರೀಕ್ಷಾ ಫಲಿತಾಂಶಗಳು ಮತ್ತು ವಿಶ್ಲೇಷಣೆ
2. ಟೆಸ್ಟ್ ಬ್ಲಾಕ್ನ 1 ಮೇಲ್ಮೈ ರೂಪವಿಜ್ಞಾನ
2.1.1. Sur ಮೇಲ್ಮೈ ಅಂಟಿಕೊಳ್ಳುವ ಅಲ್ಯೂಮಿನಿಯಂ
ಚಿತ್ರ 3 ರಲ್ಲಿ ಮೂರು ಸ್ಟೀಲ್ ಟೆಸ್ಟ್ ಬ್ಲಾಕ್ಗಳ ಮೇಲ್ಮೈ ರೂಪವಿಜ್ಞಾನವನ್ನು ಡೈ ಕಾಸ್ಟಿಂಗ್ ಇಲ್ಲದೆ ಮತ್ತು 600,1000 ಬಾರಿ ಡೈ ಕಾಸ್ಟಿಂಗ್ ನಂತರ ತೋರಿಸುತ್ತದೆ. 3 ಬಾರಿ ಡೈ-ಕಾಸ್ಟಿಂಗ್ ನಂತರ, 600Cr4Mo5V ಸ್ಟೀಲ್ ಟೆಸ್ಟ್ ಬ್ಲಾಕ್ ಅತ್ಯಂತ ಗಂಭೀರವಾದ ಅಲ್ಯೂಮಿನಿಯಂ ಅಂಟಿಕೊಳ್ಳುವಿಕೆಯನ್ನು ಹೊಂದಿದೆ ಎಂದು ಚಿತ್ರ 2 (ಬಿ, ಇ, ಎಚ್) ನಿಂದ ನೋಡಬಹುದು.
4Cr5Mo2V + Co ಸ್ಟೀಲ್ ಟೆಸ್ಟ್ ಬ್ಲಾಕ್ ಕನಿಷ್ಠ ಅಲ್ಯೂಮಿನಿಯಂಗೆ ಅಂಟಿಕೊಳ್ಳುತ್ತದೆ. ಚಿತ್ರ 3 (ಸಿ, ಎಫ್, ಐ) ಮೂರು ಟೆಸ್ಟ್ ಬ್ಲಾಕ್ಗಳ ಮೇಲ್ಮೈಯಲ್ಲಿ ಅಲ್ಯೂಮಿನಿಯಂ ಅಂಟಿಕೊಳ್ಳುವಿಕೆಯು ಡೈ-ಕಾಸ್ಟಿಂಗ್ನ 1,000 ಪಟ್ಟು ನಂತರ ಹೆಚ್ಚಾಗಿದೆ ಎಂದು ತೋರಿಸುತ್ತದೆ. 4Cr5Mo2V ಸ್ಟೀಲ್ ಟೆಸ್ಟ್ ಬ್ಲಾಕ್ನ ಮೇಲ್ಮೈ ಸ್ಪಷ್ಟವಾದ ಅಲ್ಯೂಮಿನಿಯಂ ಅಂಟಿಕೊಳ್ಳುವಿಕೆಯನ್ನು ಹೊಂದಿದ್ದರೆ, ಇತರ ಎರಡು ಟೆಸ್ಟ್ ಬ್ಲಾಕ್ಗಳು ಸ್ವಲ್ಪ ಅಲ್ಯೂಮಿನಿಯಂ ಅಂಟಿಕೊಳ್ಳುವಿಕೆಯನ್ನು ಹೊಂದಿವೆ. 4Cr5Mo2V + Co ಸ್ಟೀಲ್ ಪರೀಕ್ಷೆ ಅಲ್ಯೂಮಿನಿಯಂನ ಉಂಡೆ ಕನಿಷ್ಠ ಮತ್ತು ಏಕರೂಪವಾಗಿದೆ, ಇದು ವಜ್ರವನ್ನು ಹೊಂದಿರುವ 4Cr5Mo2V ಸ್ಟೀಲ್ ದ್ರವ ಅಲ್ಯೂಮಿನಿಯಂ ಹಾನಿಗೆ ಉತ್ತಮ ಪ್ರತಿರೋಧವನ್ನು ಹೊಂದಿದೆ ಎಂದು ಸೂಚಿಸುತ್ತದೆ, ಆದರೆ 4Cr5Mo2V ಸ್ಟೀಲ್ ಅತ್ಯಂತ ಕೆಟ್ಟದಾಗಿದೆ. ಡೈ ಸ್ಟೀಲ್ 9-10ರ ಹೆಚ್ಚಿನ ತಾಪಮಾನದ ಗಡಸುತನವನ್ನು ಸ್ಥಿರಗೊಳಿಸಲು ಡ್ರಿಲ್ ಮತ್ತು ನಿಕಲ್ ಅಂಶಗಳ ಸೇರ್ಪಡೆ ಪ್ರಯೋಜನಕಾರಿಯಾಗಿದೆ, ಮತ್ತು ಕರಗಿದ ಅಲ್ಯೂಮಿನಿಯಂನೊಂದಿಗೆ ಪುನರಾವರ್ತಿತ ಸಂಪರ್ಕದ ಸಮಯದಲ್ಲಿ ಮೇಲ್ಮೈಯನ್ನು "ಮೃದುಗೊಳಿಸಲು" ಸುಲಭವಲ್ಲ, ಆದ್ದರಿಂದ ದ್ರವ ಅಲ್ಯೂಮಿನಿಯಂ ಸವೆತ ನಿರೋಧಕತೆಯು ಉತ್ತಮವಾಗಿರುತ್ತದೆ ಮತ್ತು ಅಲ್ಯೂಮಿನಿಯಂ ಅಂಟಿಕೊಳ್ಳುವಿಕೆ ಸ್ವಲ್ಪ. ಡೈ-ಕಾಸ್ಟಿಂಗ್ ಪರೀಕ್ಷೆಯ ಸಮಯದಲ್ಲಿ, ಕರಗಿದ ಅಲ್ಯೂಮಿನಿಯಂ ಟೆಸ್ಟ್ ಬ್ಲಾಕ್ ಅನ್ನು ಸಂಪರ್ಕಿಸಲು ಕುಹರದೊಳಗೆ ಪ್ರವೇಶಿಸುತ್ತದೆ, ಮತ್ತು ಟೆಸ್ಟ್ ಬ್ಲಾಕ್ನ ಅಸಮ ರಚನೆ, ಮ್ಯಾಚಿಂಗ್ ದೋಷದ ಪ್ರದೇಶ ಮತ್ತು ಇತರ ಸ್ಥಳೀಯ ಪ್ರದೇಶಗಳು ಅಲ್ಯೂಮಿನಿಯಂಗೆ ಸ್ವಲ್ಪ ಅಂಟಿಕೊಳ್ಳುತ್ತವೆ. ಅಲ್ಯೂಮಿನಿಯಂ-ಬಂಧಿತ ಪ್ರದೇಶದಲ್ಲಿನ ಅಲ್ಯೂಮಿನಿಯಂ ಉಕ್ಕಿನೊಂದಿಗೆ ಪ್ರತಿಕ್ರಿಯಿಸಿ ಫೆ ಅನ್ನು ರೂಪಿಸುತ್ತದೆ.} ಒಂದು ಸುಲಭವಾಗಿ ಮಧ್ಯಂತರ ಸಂಯುಕ್ತ, ಇದು ಅಧಿಕ-ಒತ್ತಡದ ಅಲ್ಯೂಮಿನಿಯಂ ದ್ರವದ ಹೊಡೆತದ ಅಡಿಯಲ್ಲಿ ಮುರಿದು ಸಿಪ್ಪೆ ಸುಲಿದಿದೆ, ಇದರ ಪರಿಣಾಮವಾಗಿ ಅಚ್ಚು ಮೇಲ್ಮೈಯಲ್ಲಿ ಹೊಂಡಗಳು ಉಂಟಾಗುತ್ತವೆ, ಮತ್ತು ಇನ್ನಷ್ಟು ಅಲ್ಯೂಮಿನಿಯಂ ದ್ರವದ ಸ್ಕೋರಿಂಗ್ ಅಡಿಯಲ್ಲಿ ಗಂಭೀರ ಅಲ್ಯೂಮಿನಿಯಂ ಬಂಧ.
2.1.2 ಮೇಲ್ಮೈ ಬಿರುಕುಗಳು
4Cr4Mo5V ಸ್ಟೀಲ್, 2Cr4Mo5V + Ni ಸ್ಟೀಲ್ ಮತ್ತು 2Cr4Mo5V + Co ಸ್ಟೀಲ್ ಮಾದರಿಗಳ 2-ಡೈ ಡೈ ಕಾಸ್ಟಿಂಗ್ ನಂತರ ಕ್ಷೇತ್ರ ಸ್ವರೂಪದ ಸೂಪರ್-ಡೆಪ್ತ್ ಅನ್ನು ಚಿತ್ರ 1,000 ತೋರಿಸುತ್ತದೆ. 4 ಕ್ರೈ ಮೋಟ್ ವಿ ಸ್ಟೀಲ್ ಟೆಸ್ಟ್ ಬ್ಲಾಕ್ನ ಮೇಲ್ಮೈಯಲ್ಲಿ ಸುಮಾರು ನಿವ್ವಳ ಆಕಾರದಲ್ಲಿ ವಿತರಿಸಲಾದ ಸಣ್ಣ ಸಂಖ್ಯೆಯ ಮೈಕ್ರೊ ಕ್ರ್ಯಾಕ್ಗಳಿವೆ ಎಂದು ಚಿತ್ರ 4 (ಎ) ನಿಂದ ನೋಡಬಹುದು. ಅಂಟಿಕೊಂಡಿರುವ ಅಲ್ಯೂಮಿನಿಯಂ ಮತ್ತು ಕರಗಿದ ಅಲ್ಯೂಮಿನಿಯಂ ಉಕ್ಕಿನೊಂದಿಗೆ ಪ್ರತಿಕ್ರಿಯಿಸಿ ಫೆ.} ಅಲ್ ಸಂಯುಕ್ತಗಳನ್ನು ರೂಪಿಸುತ್ತದೆ. ಫೆ.} ಅಲ್ ನ ಉಷ್ಣ ವಿಸ್ತರಣೆಯ ಗುಣಾಂಕವು ಮ್ಯಾಟ್ರಿಕ್ಸ್ಗಿಂತ ಭಿನ್ನವಾಗಿದೆ, ಇದರ ಪರಿಣಾಮವಾಗಿ ಅಂಟಿಕೊಂಡಿರುವ ಅಲ್ಯೂಮಿನಿಯಂ ಮತ್ತು ಫೆ.} ಅಲ್ ಮತ್ತು ಸಂಯುಕ್ತಗಳಲ್ಲಿ ಮೈಕ್ರೊಕ್ರ್ಯಾಕ್ಗಳು ಬಹಳ ಕಡಿಮೆ ಪ್ರಮಾಣದಲ್ಲಿರುತ್ತವೆ. ಕರಗಿದ ಅಲ್ಯೂಮಿನಿಯಂನ ಸ್ಕೋರಿಂಗ್ ಪರಿಣಾಮವು ಮೈಕ್ರೊಕ್ರ್ಯಾಕ್ಗಳನ್ನು ಹರಡಲು ಕಾರಣವಾಗುತ್ತದೆ, ಮತ್ತು ಕರಗಿದ ಅಲ್ಯೂಮಿನಿಯಂ ಬಿರುಕಿನೊಳಗೆ ತೂರಿಕೊಳ್ಳುತ್ತದೆ ಮತ್ತು ಮ್ಯಾಟ್ರಿಕ್ಸ್ನೊಂದಿಗೆ ಮತ್ತಷ್ಟು ಪ್ರತಿಕ್ರಿಯಿಸಿ ಫೆ 2 ಅಲ್ ಸಂಯುಕ್ತಗಳನ್ನು ರೂಪಿಸುತ್ತದೆ. ನಂತರದ ಪುನರಾವರ್ತಿತ ಡೈ-ಕಾಸ್ಟಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ, ಫೆ.} ಟೆಸ್ಟ್ ಬ್ಲಾಕ್ನ ಮೇಲ್ಮೈಯಲ್ಲಿರುವ ಅಲ್ ಸಂಯುಕ್ತಗಳು ಹೊಂಡಗಳನ್ನು ರೂಪಿಸಲು ಸಿಪ್ಪೆ ಸುಲಿಯುತ್ತವೆ. ಉಪ್ಪಿನಕಾಯಿ ಮತ್ತು ಅಲ್ಟ್ರಾಸಾನಿಕ್ ಶುಚಿಗೊಳಿಸುವಿಕೆಯ ನಂತರ, ಟೆಸ್ಟ್ ಬ್ಲಾಕ್ನ ಮೇಲ್ಮೈ ನಿವ್ವಳ ತರಹದ ಅಲ್ಯೂಮಿನಿಯಂ ದ್ರವ ಸ್ಕೋರಿಂಗ್ ಗುಣಲಕ್ಷಣಗಳನ್ನು ಹೋಲುತ್ತದೆ. ಚಿತ್ರ 4 (ಬಿ, ಸಿ) 4Cr5Mo2V + Co ಸ್ಟೀಲ್ ಮತ್ತು 4Cr5Mo2V + Ni ಸ್ಟೀಲ್ ಟೆಸ್ಟ್ ಬ್ಲಾಕ್ಗಳಲ್ಲಿ ಯಾವುದೇ ಬಿರುಕುಗಳಿಲ್ಲ ಎಂದು ತೋರಿಸುತ್ತದೆ, ಇದು 1% ಡ್ರಿಲ್ ಅಥವಾ ಮಾಲಿಬ್ಡಿನಮ್ ಅನ್ನು ಸೇರಿಸುವುದರಿಂದ ಅಲ್ಯೂಮಿನಿಯಂನ ಮೇಲ್ಮೈ ಅಂಟಿಕೊಳ್ಳುವಿಕೆಯನ್ನು ಕಡಿಮೆ ಮಾಡಲು ಸಾಧ್ಯವಿಲ್ಲ, ಆದರೆ ಕಡಿಮೆ ಮಾಡುತ್ತದೆ ಅಚ್ಚಿನ ಕ್ರ್ಯಾಕಿಂಗ್ ಪ್ರವೃತ್ತಿ ಮತ್ತು ಅಲ್ಯೂಮಿನಿಯಂ ಪ್ರತಿರೋಧವನ್ನು ಸುಧಾರಿಸಿ ದ್ರವ ಹಾನಿ ಕಾರ್ಯಕ್ಷಮತೆ. ನಿಕಲ್ ಮತ್ತು ಡೈಮಂಡ್ ಕಾರ್ಬೈಡ್ ಅಲ್ಲದ ರೂಪಿಸುವ ಅಂಶಗಳ ಸೇರ್ಪಡೆಯು ಅಚ್ಚಿನ ಹೆಚ್ಚಿನ-ತಾಪಮಾನದ ಗಡಸುತನವನ್ನು ಸುಧಾರಿಸುತ್ತದೆ, ಮತ್ತು ವಜ್ರವು ಟೆಂಪರಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಮಾಲಿಬ್ಡಿನಮ್ ಕಾರ್ಬೈಡ್ನ ಪ್ರಸರಣ ಮತ್ತು ಮಳೆಯನ್ನು ಉತ್ತೇಜಿಸುತ್ತದೆ ಮತ್ತು ಮಳೆಯ ಗಟ್ಟಿಯಾಗಿಸುವಿಕೆಯ ಪರಿಣಾಮವನ್ನು ಹೆಚ್ಚಿಸುತ್ತದೆ 'z-} 3. ಲಿಂಗ್ ಕಿಯಾನ್ ಮತ್ತು ಇತರರು ನಡೆಸಿದ ಸಂಶೋಧನೆ. ಡೈ-ಕಾಸ್ಟಿಂಗ್ ಡೈ ಸ್ಟೀಲ್ಗೆ ಆಸ್ಟನೈಟ್ ಸ್ಥಿರಗೊಳಿಸುವ ಅಂಶಗಳನ್ನು ಸೇರಿಸುವುದರಿಂದ ಒತ್ತಡದ ಸಾಂದ್ರತೆಯನ್ನು ಕಡಿಮೆ ಮಾಡಬಹುದು ಎಂದು ತೋರಿಸಿದೆ. ಡ್ರಿಲ್ ಮತ್ತು ನಿಕ್ಕಲ್ ಎರಡೂ ಆಸ್ಟನೈಟ್ ವಲಯವನ್ನು ವಿಸ್ತರಿಸುವ ಅಂಶಗಳಾಗಿವೆ, ಆದ್ದರಿಂದ 4Cr5Mo2V + Ni ಸ್ಟೀಲ್ ಮತ್ತು 4Cr5Mo2V + Co ಸ್ಟೀಲ್ ಡೈ ಕಾಸ್ಟಿಂಗ್ ಅಚ್ಚು ಮೇಲ್ಮೈಗಳು ಬಿರುಕುಗಳಿಗೆ ಗುರಿಯಾಗುವುದಿಲ್ಲ.
ನಿಜವಾದ ಡೈ-ಕಾಸ್ಟಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಕರಗಿದ ಅಲ್ಯೂಮಿನಿಯಂ ಅಚ್ಚು ವಿರುದ್ಧ ಬಹಳ ಪ್ರಬಲವಾಗಿದೆ. ಫೆ-ಎ 1 ಹಂತದ ರೇಖಾಚಿತ್ರದ ಪ್ರಕಾರ, ಉಕ್ಕು ಮತ್ತು ಕರಗಿದ ಅಲ್ಯೂಮಿನಿಯಂನ ಪ್ರತಿಕ್ರಿಯೆಯಿಂದ ರೂಪುಗೊಂಡ ಫೆ-ಅಲ್ ಇಂಟರ್ಮೆಟಾಲಿಕ್ ಸಂಯುಕ್ತಗಳು ಮುಖ್ಯವಾಗಿ ಫೆಅಲ್ಜ್, ಫೆಜ್ ಎ 15, ಫೆಎ 13, ಇತ್ಯಾದಿಗಳು ಸುಲಭವಾಗಿರುತ್ತವೆ. ಅಲ್ಯೂಮಿನಿಯಂ ಮಿಶ್ರಲೋಹದ ಅಲ್-ಶ್ರೀಮಂತ ಹಂತ ಮ್ಯಾಟ್ರಿಕ್ಸ್ನಿಂದ ದೂರವಿರಿ ಮತ್ತು ಕರಗಿದ ಅಲ್ಯೂಮಿನಿಯಂ ಅನ್ನು ಕರಗಿದ ಅಲ್ಯೂಮಿನಿಯಂನ ಕೆಳಗೆ ಹಾಕಿ, ಅಚ್ಚೆಯ ಮೇಲ್ಮೈಯಲ್ಲಿ ಹೊಂಡಗಳನ್ನು ಬಿಡಿ. ಅಲ್ಯೂಮಿನಿಯಂ ಮಿಶ್ರಲೋಹ ಮತ್ತು ಅಚ್ಚು ಹೊಂಡಗಳ ಭಾಗದ ಸಂಯೋಜನೆಯು ತುಲನಾತ್ಮಕವಾಗಿ ಪ್ರಬಲವಾಗಿದೆ ಮತ್ತು ಅದು ಬಿದ್ದುಹೋಗುವುದಿಲ್ಲ ಮತ್ತು ಮತ್ತಷ್ಟು ಫೆ ಎ 1 ಸಂಯುಕ್ತಗಳನ್ನು ರೂಪಿಸುತ್ತದೆ. ಅಲ್ಯೂಮಿನಿಯಂ, ಫೆ.} ಅಲ್ ಮತ್ತು ಅಲ್ಲಿ ಅಂಟಿಕೊಂಡಿರುವ ಸಂಯುಕ್ತಗಳು ತಂಪಾಗಿಸುವ ಸಮಯದಲ್ಲಿ ಮೈಕ್ರೊಕ್ರ್ಯಾಕ್ಗಳಿಗೆ ಗುರಿಯಾಗುತ್ತವೆ. ಡೈ-ಕಾಸ್ಟಿಂಗ್ ಶೀಟ್ ಕಡಿಮೆ ದ್ರವ ಅಲ್ಯೂಮಿನಿಯಂ ಅನ್ನು ಹೊಂದಿರುತ್ತದೆ, ಆದ್ದರಿಂದ ಇದು ವೇಗವಾಗಿ ಗಟ್ಟಿಯಾಗುತ್ತದೆ, ಮತ್ತು ಅಚ್ಚು ಮತ್ತು ದ್ರವ ಅಲ್ಯೂಮಿನಿಯಂ ನಡುವಿನ ಪ್ರತಿಕ್ರಿಯೆ ನಿಧಾನವಾಗಿರುತ್ತದೆ. ಆದ್ದರಿಂದ, ಫೆ ಮತ್ತು ಅಲ್ ನ ಪ್ರತಿಕ್ರಿಯೆಯಿಂದಾಗಿ ಟೆಸ್ಟ್ ಬ್ಲಾಕ್ನ ಮೇಲ್ಮೈ ಕಡಿಮೆ ಹೊಂಡಗಳನ್ನು ಹೊಂದಿರುತ್ತದೆ ಮತ್ತು ಅಲ್ಯೂಮಿನಿಯಂ ದ್ರವದ ಸವೆತದಿಂದ ಹೆಚ್ಚು ಜಿಗುಟಾದ ಅಲ್ಯೂಮಿನಿಯಂ ಉತ್ಪತ್ತಿಯಾಗುತ್ತದೆ.
2. 2 ಮೇಲ್ಮೈ ಗಡಸುತನ
ಡೈ ಕ್ಯಾಸ್ಟಿಂಗ್ನ ವಿಭಿನ್ನ ಸಮಯದ ನಂತರ ಮೂರು ಡೈ ಸ್ಟೀಲ್ ಟೆಸ್ಟ್ ಬ್ಲಾಕ್ಗಳ ಮೇಲ್ಮೈ ಗಡಸುತನದ ಸರಾಸರಿ ಮೌಲ್ಯ ಟೇಬಲ್ 3 ಆಗಿದೆ. ಮೂರು ರೀತಿಯ ಟೆಸ್ಟ್ ಬ್ಲಾಕ್ಗಳ ಮೇಲ್ಮೈ ಗಡಸುತನ ಸ್ವಲ್ಪ ಕಡಿಮೆಯಾಗುತ್ತದೆ ಎಂದು ಟೇಬಲ್ 3 ರಲ್ಲಿನ ಡೇಟಾ ತೋರಿಸುತ್ತದೆ. ಡೈ ಕಾಸ್ಟಿಂಗ್ ಅಚ್ಚುಗಳ ಸಂಖ್ಯೆ ಹೆಚ್ಚಾದಂತೆ, ಇದು ಟೆಸ್ಟ್ ಬ್ಲಾಕ್ನ ಪುನರಾವರ್ತಿತ ಉದ್ವೇಗಕ್ಕೆ ಸಮನಾಗಿರುತ್ತದೆ, ಆದ್ದರಿಂದ ಗಡಸುತನ ಕಡಿಮೆಯಾಗುತ್ತದೆ. 1,000 ಬಾರಿ ಡೈ-ಕಾಸ್ಟಿಂಗ್ ನಂತರ, 4Cr5Mo2V + Co ಸ್ಟೀಲ್ ಟೆಸ್ಟ್ ಬ್ಲಾಕ್ನ ಗಡಸುತನವು ಚಿಕ್ಕದಾದ ಇಳಿಕೆಯನ್ನು ಹೊಂದಿದೆ, ಇದು 1.4 HRC ಆಗಿದೆ; 4Cr5Mo2V ಸ್ಟೀಲ್ ಟೆಸ್ಟ್ ಬ್ಲಾಕ್ ಅತ್ಯಂತ ಸ್ಪಷ್ಟವಾದ ಇಳಿಕೆಯನ್ನು ಹೊಂದಿದೆ.
ನಿಸ್ಸಂಶಯವಾಗಿ, ಇದು 2. 8 ಎಚ್ಆರ್ಸಿ ಇಳಿದಿದೆ; 4Cr5Mo2V + Ni ಸ್ಟೀಲ್ ಟೆಸ್ಟ್ ಬ್ಲಾಕ್ನ ಮೇಲ್ಮೈ ಗಡಸುತನವು 1. 8 HRC ಯಿಂದ ಇಳಿದಿದೆ. ಅಲ್ಯೂಮಿನಿಯಂ ಅಂಟಿಕೊಳ್ಳುವಿಕೆಯನ್ನು ಕಡಿಮೆ ಮಾಡಲು ಸ್ಥಿರ ಅಚ್ಚು ಗಡಸುತನವು ಪ್ರಯೋಜನಕಾರಿಯಾಗಿದೆ, ಅಂದರೆ, ಡೈ-ಕಾಸ್ಟಿಂಗ್ ಉಷ್ಣ ಹಾನಿಯನ್ನು ವಿರೋಧಿಸುವುದು ಪ್ರಯೋಜನಕಾರಿ.
| ಕೋಷ್ಟಕ 3 ವಿಭಿನ್ನ ಸಮಯಗಳಿಗೆ ಡೈ ಕಾಸ್ಟಿಂಗ್ ನಂತರ ಟೆಸ್ಟ್ ಬ್ಲಾಕ್ಗಳ ಮೇಲ್ಮೈ ಗಡಸುತನ% | ||||||
| ವಸ್ತು | ಡೈ ಕ್ಯಾಸ್ಟ್ ಇಲ್ಲ | 200 ಟೈಮ್ಸ್ | 400 ಟೈಮ್ಸ್ | 600 ಟೈಮ್ಸ್ | 800 ಟೈಮ್ಸ್ | 1000 ಟೈಮ್ಸ್ |
| 4Cr5Mo2V ಸ್ಟೀಲ್ | 48.6 | 48.4 | 48.1 | 47.2 | 46.9 | 45.8 |
| 4Cr5Mo2V + Ni ಸ್ಟೀಲ್ | 47.5 | 47.4 | 47.2 | 46.8 | 46.9 | 46.1 |
| 4Cr5Mo2V + Co ಸ್ಟೀಲ್ | 47.7 | 47.5 | 47.1 | 46.5 | 46.2 | 45.9 |
ಡೈ ಸ್ಟೀಲ್ನ ದೀರ್ಘಕಾಲದ ಉದ್ವೇಗದ ನಂತರ, ಮಾರ್ಟೆನ್ಸೈಟ್ ಕೊಳೆಯುತ್ತದೆ ಮತ್ತು ದ್ವಿತೀಯಕ ಕಾರ್ಬೈಡ್ಗಳು ಒರಟಾಗಿ ಮಾರ್ಪಡುತ್ತವೆ, ಇದರ ಪರಿಣಾಮವಾಗಿ ಮೇಲ್ಮೈ ಗಡಸುತನ ಕಡಿಮೆಯಾಗುತ್ತದೆ. ಡ್ರಿಲ್ ಮತ್ತು ನಿಕ್ಕಲ್ ಎರಡೂ ಕಾರ್ಬೈಡ್ ಅಲ್ಲದ ರೂಪಿಸುವ ಅಂಶಗಳಾಗಿವೆ, ಇದು ಫೆ ಪರಮಾಣುಗಳನ್ನು ಬದಲಾಯಿಸಿ ಉಕ್ಕಿನ ಘನ ದ್ರಾವಣವನ್ನು '5 ರಿಂದ 8 ರವರೆಗೆ ಬಲಪಡಿಸುತ್ತದೆ, ಇದರಿಂದಾಗಿ ಅಚ್ಚು ಹೆಚ್ಚಿನ ಉಷ್ಣತೆಯ ಶಕ್ತಿಯನ್ನು ಹೊಂದಿರುತ್ತದೆ ಮತ್ತು ಪುನರಾವರ್ತಿತ ತ್ವರಿತ ತಾಪನ ಮತ್ತು ತಂಪಾಗಿಸಿದ ನಂತರ ಹೆಚ್ಚಿನ ಗಡಸುತನವನ್ನು ಕಾಯ್ದುಕೊಳ್ಳುತ್ತದೆ. ಚೀನಾ ಡೈ ಕಾಸ್ಟಿಂಗ್ ಅಸೋಸಿಯೇಷನ್ ತಣಿಸಿದ ಮತ್ತು ಮೃದುವಾದ ಸಿಆರ್-ಮೊ-ವಿ-ನಿ ಉಕ್ಕಿನಲ್ಲಿನ ಅಂಶ ವಿತರಣೆಯನ್ನು ಅಧ್ಯಯನ ಮಾಡಿದೆ, ಮತ್ತು ಉದ್ವೇಗ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ, ನಿ ಅಂಶಗಳು ಕಾರ್ಬೈಡ್ಗಳ ಸುತ್ತಲೂ ಸಮೃದ್ಧವಾಗುತ್ತವೆ ಮತ್ತು ಇದರಿಂದಾಗಿ ಫೆರೈಟ್ನಲ್ಲಿರುವ ಇಂಗಾಲದ ಪರಮಾಣುಗಳು ಅಡ್ಡಿಯಾಗುತ್ತವೆ ಎಂದು ಕಂಡುಹಿಡಿದಿದೆ ಕಾರ್ಬೈಡ್ಗಳು ಕಾರ್ಬೈಡ್ಗಳ ನಿರಂತರ ಪ್ರಸರಣವು ಕಾರ್ಬೈಡ್ ಒರಟಾದ ಸಕ್ರಿಯಗೊಳಿಸುವ ಶಕ್ತಿಯನ್ನು ಹೆಚ್ಚಿಸುತ್ತದೆ, ಕಾರ್ಬೈಡ್ಗಳ ಬೆಳವಣಿಗೆಗೆ ಅಡ್ಡಿಯಾಗುತ್ತದೆ, ಇದರಿಂದಾಗಿ ನಿಕಲ್ ಹೊಂದಿರುವ 4Cr5Mo2V ಉಕ್ಕಿನ ಗಡಸುತನ ಕುಸಿತವನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ ಮತ್ತು ಕರಗಿದ ಅಲ್ಯೂಮಿನಿಯಂ ಹಾನಿಗೆ ಅದರ ಪ್ರತಿರೋಧವನ್ನು ಸುಧಾರಿಸುತ್ತದೆ.
ಚೀನಾ ಡೈ ಕಾಸ್ಟಿಂಗ್ ಅಸೋಸಿಯೇಷನ್ ಡೈ ಸ್ಟೀಲ್ನ ಉಷ್ಣ ಸ್ಥಿರತೆ ಮತ್ತು ಮೈಕ್ರೊಸ್ಟ್ರಕ್ಚರ್ ಬದಲಾವಣೆಗಳನ್ನು 1% ನಿ ಮತ್ತು ನಿ ಇಲ್ಲದೆ ಅಧ್ಯಯನ ಮಾಡಿದೆ ಮತ್ತು ಉಷ್ಣ ಸ್ಥಿರತೆಯ ಪರೀಕ್ಷೆಯ ನಂತರದ ಹಂತದಲ್ಲಿ, ನಿಕಲ್ ಡೈ ಸ್ಟೀಲ್ನ ಗಡಸುತನವನ್ನು ನಿಧಾನಗೊಳಿಸುತ್ತದೆ ಎಂದು ಕಂಡುಹಿಡಿದಿದೆ. ಉಕ್ಕಿನ ಉತ್ತಮ ಉಷ್ಣ ಸ್ಥಿರ ಸೆಕ್ಸ್. ಕೊರೆಯುವಿಕೆಯು ಆಸ್ಟೆನೈಟ್ ಹಂತದ ವಲಯವನ್ನು ವಿಸ್ತರಿಸುವ ಒಂದು ಅಂಶವಾಗಿದೆ. 4Cr5Mo2V ಸ್ಟೀಲ್ಗೆ ಡ್ರಿಲ್ ಸೇರಿಸುವುದರಿಂದ ಆಸ್ಟೈನೈಸೇಶನ್ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಕಾರ್ಬೈಡ್ಗಳ ಕರಗುವಿಕೆಯನ್ನು ಉತ್ತೇಜಿಸಬಹುದು, ಆಸ್ಟನೈಟ್ನ ಇಂಗಾಲದ ಅಂಶವನ್ನು ಹೆಚ್ಚಿಸಬಹುದು ಮತ್ತು ಆಸ್ಟೆನೈಟ್ನ ಸ್ಥಿರತೆಯನ್ನು ಹೆಚ್ಚಿಸಬಹುದು, ಇದರಿಂದಾಗಿ ಉಳಿಸಿಕೊಂಡಿರುವ ಆಸ್ಟೆನೈಟ್ ಹೆಚ್ಚಾಗುತ್ತದೆ ಟೆನ್ಸೈಟ್ ಪ್ರಮಾಣ ಮತ್ತು ಮಾರ್ಟೆನ್ಸೈಟ್ನ ಗಡಸುತನ, ಮತ್ತು ಡ್ರಿಲ್ ಸಹ ಮಾಡಬಹುದು ಉದ್ವೇಗ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಮಾಲಿಬ್ಡಿನಮ್ ಕಾರ್ಬೈಡ್ನ ಪ್ರಸರಣ ಮತ್ತು ಮಳೆಯನ್ನು ಉತ್ತೇಜಿಸಿ, ಮತ್ತು ಮಳೆ ಗಟ್ಟಿಯಾಗಿಸುವಿಕೆಯ ಪರಿಣಾಮ z'-1 ಅನ್ನು ಹೆಚ್ಚಿಸುತ್ತದೆ.
ಮ್ಯಾಟ್ರಿಕ್ಸ್ನಲ್ಲಿ ನಿಕಲ್ ಮತ್ತು ಡ್ರಿಲ್ನ ಬಲಪಡಿಸುವ ಪರಿಣಾಮವು ಕರಗಿದ ಅಲ್ಯೂಮಿನಿಯಂ ಅನ್ನು ಪುನರಾವರ್ತಿತವಾಗಿ ಹೊಡೆದ ನಂತರ ಡೈ ಸ್ಟೀಲ್ ಟೆಸ್ಟ್ ಬ್ಲಾಕ್ ಇನ್ನೂ ಹೆಚ್ಚಿನ ಮೇಲ್ಮೈ ಗಡಸುತನವನ್ನು ಹೊಂದಿರುತ್ತದೆ, ಇದರಿಂದಾಗಿ ಇದು ಸವೆತಕ್ಕೆ ಹೆಚ್ಚು ನಿರೋಧಕವಾಗಿರುತ್ತದೆ, ಇದು ಟೆಸ್ಟ್ ಬ್ಲಾಕ್ನ ಪ್ರತಿರೋಧವನ್ನು ಸುಧಾರಿಸಲು ಪ್ರಯೋಜನಕಾರಿಯಾಗಿದೆ ಕರಗಿದ ಅಲ್ಯೂಮಿನಿಯಂನ ಹಾನಿಗೆ. ಟೆಸ್ಟ್ ಬ್ಲಾಕ್ನ ಮೇಲ್ಮೈ ಗಡಸುತನ ಮತ್ತು ಅಲ್ಯೂಮಿನಿಯಂ ಅಂಟಿಕೊಳ್ಳುವಿಕೆಯ ಮಟ್ಟವೂ ತೋರಿಸುತ್ತದೆ (ಚಿತ್ರ 3, ಟೇಬಲ್ 3 ನೋಡಿ): ಕೊರೆಯಲಾದ 4 ಸಿಆರ್ 5 ಮೊ 2 ವಿ ಸ್ಟೀಲ್ ಟೆಸ್ಟ್ ಬ್ಲಾಕ್ನಲ್ಲಿ 1,000 ಬಾರಿ ಡೈ-ಕಾಸ್ಟಿಂಗ್ ನಂತರ ಕನಿಷ್ಠ ಮೇಲ್ಮೈ ಹೊಂಡಗಳು ಮತ್ತು ಅಲ್ಯೂಮಿನಿಯಂ ಅಂಟಿಕೊಳ್ಳುವಿಕೆಯನ್ನು ಹೊಂದಿದೆ, ಅಂದರೆ, ಅಲ್ಯೂಮಿನಿಯಂ ದ್ರವ ಹಾನಿಗೆ ಪ್ರತಿರೋಧವು ಉತ್ತಮವಾಗಿದೆ. ಆದ್ದರಿಂದ, ಉಕ್ಕಿನೊಂದಿಗೆ 1% Co ಅನ್ನು ಸೇರಿಸುವ ಬಲಪಡಿಸುವ ಪರಿಣಾಮವು 1% Ni ಅನ್ನು ಸೇರಿಸುವುದಕ್ಕಿಂತ ಹೆಚ್ಚಾಗಿದೆ, ಇವೆರಡೂ ಡೈ ಸ್ಟೀಲ್ನ ಅಲ್ಯೂಮಿನಿಯಂ ವಿರೋಧಿ ಹಾನಿ ಕಾರ್ಯಕ್ಷಮತೆಯನ್ನು ಸುಧಾರಿಸಲು ಅನುಕೂಲಕರವಾಗಿದೆ.
3. ಸಂಪರ್ಕ
- ಡೈ-ಕಾಸ್ಟಿಂಗ್ ಅಲ್ಯೂಮಿನಿಯಂ ಮಿಶ್ರಲೋಹವನ್ನು 1 000 ಬಾರಿ ನಂತರ, ಡ್ರಿಲ್ ಹೊಂದಿರುವ 4Cr5 Mo2V ಸ್ಟೀಲ್ ಮಾದರಿಯು ಕನಿಷ್ಠ ಅಲ್ಯೂಮಿನಿಯಂ ಅನ್ನು ಅಂಟಿಸುತ್ತದೆ, ಮತ್ತು 4Cr5Mo2V ಉಕ್ಕಿನ ಮಾದರಿಯು ಹೆಚ್ಚು ಅಲ್ಯೂಮಿನಿಯಂ ಅನ್ನು ಅಂಟಿಸುತ್ತದೆ, ಅಂದರೆ, ಡ್ರಿಲ್ ಹೊಂದಿರುವ 4Cr5 Mo2V ಸ್ಟೀಲ್ ಅತ್ಯುತ್ತಮ ಉಷ್ಣ ಹಾನಿ ಪ್ರತಿರೋಧವನ್ನು ಹೊಂದಿದೆ.
- ಡೈ-ಕಾಸ್ಟಿಂಗ್ ಅಲ್ಯೂಮಿನಿಯಂ ಮಿಶ್ರಲೋಹವನ್ನು 1,000 ಬಾರಿ ನಂತರ, 4Cr5Mo2V ಸ್ಟೀಲ್, 4Cr5Mo2V + Ni ಸ್ಟೀಲ್ ಮತ್ತು 4Cr5Mo2V + Co ಸ್ಟೀಲ್ ಮಾದರಿಗಳ ಮೇಲ್ಮೈ ಗಡಸುತನವು 2.8, 1.8 ಮತ್ತು 1.4 HRC ಯಿಂದ ಕಡಿಮೆಯಾಗಿದೆ, ಅಂದರೆ, ನಿಕಲ್ ಅಥವಾ ಡ್ರಿಲ್ ಸೇರ್ಪಡೆ ಉಷ್ಣ ಹಾನಿಯ ಪ್ರತಿರೋಧವನ್ನು ಗಮನಾರ್ಹವಾಗಿ ಸುಧಾರಿಸುತ್ತದೆ 4Cr5Mo2V ಡೈ-ಕಾಸ್ಟಿಂಗ್ ಡೈ ಸ್ಟೀಲ್.
ಮರುಮುದ್ರಣಕ್ಕಾಗಿ ದಯವಿಟ್ಟು ಈ ಲೇಖನದ ಮೂಲ ಮತ್ತು ವಿಳಾಸವನ್ನು ಇರಿಸಿ: 4Cr5Mo2V ಡೈ ಕಾಸ್ಟಿಂಗ್ ಡೈ ಸ್ಟೀಲ್ನ ಉಷ್ಣ ಹಾನಿ ಪ್ರತಿರೋಧದ ಮೇಲೆ ಡ್ರಿಲ್ ಮತ್ತು ನಿಕಲ್ನ ಪರಿಣಾಮ
ಮಿಂಘೆ ಡೈ ಕಾಸ್ಟಿಂಗ್ ಕಂಪನಿ ಗುಣಮಟ್ಟದ ಮತ್ತು ಹೆಚ್ಚಿನ ಕಾರ್ಯಕ್ಷಮತೆಯನ್ನು ತಯಾರಿಸಲು ಮತ್ತು ಒದಗಿಸಲು ಸಮರ್ಪಿಸಲಾಗಿದೆ ಕಾಸ್ಟಿಂಗ್ ಭಾಗಗಳು (ಮೆಟಲ್ ಡೈ ಕಾಸ್ಟಿಂಗ್ ಭಾಗಗಳ ವ್ಯಾಪ್ತಿಯು ಮುಖ್ಯವಾಗಿ ಒಳಗೊಂಡಿರುತ್ತದೆ ಥಿನ್-ವಾಲ್ ಡೈ ಕಾಸ್ಟಿಂಗ್,ಹಾಟ್ ಚೇಂಬರ್ ಡೈ ಕಾಸ್ಟಿಂಗ್,ಕೋಲ್ಡ್ ಚೇಂಬರ್ ಡೈ ಕಾಸ್ಟಿಂಗ್), ರೌಂಡ್ ಸರ್ವಿಸ್ (ಡೈ ಕಾಸ್ಟಿಂಗ್ ಸೇವೆ,ಸಿಎನ್ಸಿ ಯಂತ್ರ,ಅಚ್ಚು ತಯಾರಿಕೆ, ಮೇಲ್ಮೈ ಚಿಕಿತ್ಸೆ) .ಯಾವುದೇ ಕಸ್ಟಮ್ ಅಲ್ಯೂಮಿನಿಯಂ ಡೈ ಕಾಸ್ಟಿಂಗ್, ಮೆಗ್ನೀಸಿಯಮ್ ಅಥವಾ ಜಮಾಕ್ / ಸತು ಡೈ ಕಾಸ್ಟಿಂಗ್ ಮತ್ತು ಇತರ ಎರಕದ ಅವಶ್ಯಕತೆಗಳು ನಮ್ಮನ್ನು ಸಂಪರ್ಕಿಸಲು ಸ್ವಾಗತ.

ISO9001 ಮತ್ತು TS 16949 ರ ನಿಯಂತ್ರಣದಲ್ಲಿ, ಎಲ್ಲಾ ಪ್ರಕ್ರಿಯೆಗಳನ್ನು ನೂರಾರು ಸುಧಾರಿತ ಡೈ ಕಾಸ್ಟಿಂಗ್ ಯಂತ್ರಗಳು, 5-ಅಕ್ಷದ ಯಂತ್ರಗಳು ಮತ್ತು ಇತರ ಸೌಲಭ್ಯಗಳ ಮೂಲಕ ನಡೆಸಲಾಗುತ್ತದೆ, ಬ್ಲಾಸ್ಟರ್ಗಳಿಂದ ಹಿಡಿದು ಅಲ್ಟ್ರಾ ಸೋನಿಕ್ ತೊಳೆಯುವ ಯಂತ್ರಗಳವರೆಗೆ. ಮಿಂಗೆ ಸುಧಾರಿತ ಸಾಧನಗಳನ್ನು ಮಾತ್ರವಲ್ಲದೆ ವೃತ್ತಿಪರವನ್ನೂ ಸಹ ಹೊಂದಿದೆ ಗ್ರಾಹಕರ ವಿನ್ಯಾಸವನ್ನು ನಿಜವಾಗಿಸಲು ಅನುಭವಿ ಎಂಜಿನಿಯರ್ಗಳು, ನಿರ್ವಾಹಕರು ಮತ್ತು ತನಿಖಾಧಿಕಾರಿಗಳ ತಂಡ.

ಡೈ ಕಾಸ್ಟಿಂಗ್ಗಳ ಗುತ್ತಿಗೆ ತಯಾರಕ. ಸಾಮರ್ಥ್ಯಗಳಲ್ಲಿ 0.15 ಪೌಂಡ್ಗಳಿಂದ ಕೋಲ್ಡ್ ಚೇಂಬರ್ ಅಲ್ಯೂಮಿನಿಯಂ ಡೈ ಕಾಸ್ಟಿಂಗ್ ಭಾಗಗಳು ಸೇರಿವೆ. 6 ಪೌಂಡ್., ತ್ವರಿತ ಬದಲಾವಣೆ ಮತ್ತು ಯಂತ್ರ. ಮೌಲ್ಯವರ್ಧಿತ ಸೇವೆಗಳಲ್ಲಿ ಹೊಳಪು, ಕಂಪಿಸುವಿಕೆ, ಡಿಬರಿಂಗ್, ಶಾಟ್ ಬ್ಲಾಸ್ಟಿಂಗ್, ಪೇಂಟಿಂಗ್, ಲೇಪನ, ಲೇಪನ, ಜೋಡಣೆ ಮತ್ತು ಉಪಕರಣಗಳು ಸೇರಿವೆ. 360, 380, 383, ಮತ್ತು 413 ನಂತಹ ಮಿಶ್ರಲೋಹಗಳನ್ನು ಒಳಗೊಂಡಿರುವ ವಸ್ತುಗಳು ಸೇರಿವೆ.

Inc ಿಂಕ್ ಡೈ ಕಾಸ್ಟಿಂಗ್ ವಿನ್ಯಾಸ ಸಹಾಯ / ಏಕಕಾಲೀನ ಎಂಜಿನಿಯರಿಂಗ್ ಸೇವೆಗಳು. ನಿಖರವಾದ ಸತು ಡೈ ಎರಕದ ಕಸ್ಟಮ್ ತಯಾರಕ. ಚಿಕಣಿ ಎರಕಹೊಯ್ದ, ಅಧಿಕ ಒತ್ತಡದ ಡೈ ಎರಕದ, ಬಹು-ಸ್ಲೈಡ್ ಅಚ್ಚು ಎರಕದ, ಸಾಂಪ್ರದಾಯಿಕ ಅಚ್ಚು ಎರಕದ, ಘಟಕ ಡೈ ಮತ್ತು ಸ್ವತಂತ್ರ ಡೈ ಎರಕದ ಮತ್ತು ಕುಹರದ ಮೊಹರು ಎರಕದ ತಯಾರಿಕೆಯನ್ನು ತಯಾರಿಸಬಹುದು. ಎರಕಹೊಯ್ದವನ್ನು ಉದ್ದ ಮತ್ತು ಅಗಲಗಳಲ್ಲಿ 24 ಇಂಚುಗಳವರೆಗೆ ತಯಾರಿಸಬಹುದು. +/- 0.0005 ಇಂಚುಗಳು. ಸಹನೆ.

ಐಎಸ್ಒ 9001: 2015 ಡೈ ಕಾಸ್ಟ್ ಮೆಗ್ನೀಸಿಯಮ್ನ ಪ್ರಮಾಣೀಕೃತ ತಯಾರಕ, ಸಾಮರ್ಥ್ಯಗಳಲ್ಲಿ 200 ಟನ್ ಹಾಟ್ ಚೇಂಬರ್ ಮತ್ತು 3000 ಟನ್ ಕೋಲ್ಡ್ ಚೇಂಬರ್, ಟೂಲಿಂಗ್ ಡಿಸೈನ್, ಪಾಲಿಶಿಂಗ್, ಮೋಲ್ಡಿಂಗ್, ಮ್ಯಾಚಿಂಗ್, ಪೌಡರ್ ಮತ್ತು ಲಿಕ್ವಿಡ್ ಪೇಂಟಿಂಗ್, ಸಿಎಮ್ಎಂ ಸಾಮರ್ಥ್ಯಗಳೊಂದಿಗೆ ಪೂರ್ಣ ಕ್ಯೂಎ , ಜೋಡಣೆ, ಪ್ಯಾಕೇಜಿಂಗ್ ಮತ್ತು ವಿತರಣೆ.

ITAF16949 ಪ್ರಮಾಣೀಕರಿಸಲಾಗಿದೆ. ಹೆಚ್ಚುವರಿ ಎರಕಹೊಯ್ದ ಸೇವೆ ಸೇರಿಸಿ ಬಂಡವಾಳ ಎರಕದ,ಮರಳು ಎರಕ,ಗ್ರಾವಿಟಿ ಕಾಸ್ಟಿಂಗ್, ಕಳೆದುಹೋದ ಫೋಮ್ ಎರಕದ,ಕೇಂದ್ರಾಪಗಾಮಿ ಎರಕಹೊಯ್ದ,ನಿರ್ವಾತ ಬಿತ್ತರಿಸುವಿಕೆ,ಶಾಶ್ವತ ಅಚ್ಚು ಬಿತ್ತರಿಸುವಿಕೆ,. ಸಾಮರ್ಥ್ಯಗಳಲ್ಲಿ ಇಡಿಐ, ಎಂಜಿನಿಯರಿಂಗ್ ನೆರವು, ಘನ ಮಾಡೆಲಿಂಗ್ ಮತ್ತು ದ್ವಿತೀಯಕ ಪ್ರಕ್ರಿಯೆ ಸೇರಿವೆ.

ಎರಕಹೊಯ್ದ ಕೈಗಾರಿಕೆಗಳು ಭಾಗಗಳ ಪ್ರಕರಣ ಅಧ್ಯಯನಗಳು: ಕಾರುಗಳು, ಬೈಕುಗಳು, ವಿಮಾನ, ಸಂಗೀತ ಉಪಕರಣಗಳು, ವಾಟರ್ಕ್ರಾಫ್ಟ್, ಆಪ್ಟಿಕಲ್ ಸಾಧನಗಳು, ಸಂವೇದಕಗಳು, ಮಾದರಿಗಳು, ಎಲೆಕ್ಟ್ರಾನಿಕ್ ಸಾಧನಗಳು, ಆವರಣಗಳು, ಗಡಿಯಾರಗಳು, ಯಂತ್ರೋಪಕರಣಗಳು, ಎಂಜಿನ್ಗಳು, ಪೀಠೋಪಕರಣಗಳು, ಆಭರಣಗಳು, ಜಿಗ್ಗಳು, ಟೆಲಿಕಾಂ, ಲೈಟಿಂಗ್, ವೈದ್ಯಕೀಯ ಸಾಧನಗಳು, ic ಾಯಾಗ್ರಹಣದ ಸಾಧನಗಳು ರೋಬೋಟ್ಗಳು, ಶಿಲ್ಪಗಳು, ಧ್ವನಿ ಉಪಕರಣಗಳು, ಕ್ರೀಡಾ ಉಪಕರಣಗಳು, ಪರಿಕರಗಳು, ಆಟಿಕೆಗಳು ಮತ್ತು ಇನ್ನಷ್ಟು.
ಮುಂದೆ ಮಾಡಲು ನಾವು ಏನು ಸಹಾಯ ಮಾಡಬಹುದು?
For ಇದಕ್ಕಾಗಿ ಮುಖಪುಟಕ್ಕೆ ಹೋಗಿ ಡೈ ಕಾಸ್ಟಿಂಗ್ ಚೀನಾ
→ಬಿತ್ತರಿಸುವ ಭಾಗಗಳು-ನಾವು ಮಾಡಿದ್ದನ್ನು ಕಂಡುಹಿಡಿಯಿರಿ.
→ ಸಂಬಂಧಿತ ಸಲಹೆಗಳು ಎರಕದ ಸೇವೆಗಳು ಸಾಯುತ್ತವೆ
By ಮಿಂಘೆ ಡೈ ಕಾಸ್ಟಿಂಗ್ ತಯಾರಕ | ವರ್ಗಗಳು: ಸಹಾಯಕವಾದ ಲೇಖನಗಳು |ವಸ್ತು ಟ್ಯಾಗ್ಗಳು: ಅಲ್ಯೂಮಿನಿಯಂ ಎರಕದ, Inc ಿಂಕ್ ಕಾಸ್ಟಿಂಗ್, ಮೆಗ್ನೀಸಿಯಮ್ ಕಾಸ್ಟಿಂಗ್, ಟೈಟಾನಿಯಂ ಕಾಸ್ಟಿಂಗ್, ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಕಾಸ್ಟಿಂಗ್, ಹಿತ್ತಾಳೆ ಬಿತ್ತರಿಸುವಿಕೆ,ಕಂಚಿನ ಎರಕಹೊಯ್ದ,ವೀಡಿಯೊ ಬಿತ್ತರಿಸಲಾಗುತ್ತಿದೆ,ಕಂಪನಿ ಇತಿಹಾಸ,ಅಲ್ಯೂಮಿನಿಯಂ ಡೈ ಕಾಸ್ಟಿಂಗ್ | ಪ್ರತಿಕ್ರಿಯೆಗಳು ಆಫ್







